Rapid Tooling: geringere Kosten, schnellere Zeit
Autor: Luke Lao
Vorwort:
In dieser sich schnell verändernden Zeit mit dem Fortschritt von Wissenschaft und Technologie spiegelt sich dies nicht nur in der Beschleunigung des Lebens der Menschen wider, sondern auch in den Veränderungen in der Fertigungsindustrie. Die Entstehung schneller Schimmelpilze ist eine Reaktion auf die Veränderungen dieser Zeit.
Schnelles Werkzeug dient in erster Linie den Produktentwicklungs- und Herstellungsprozessen auf zwei Arten: 1) Prototyping, um die Funktionalität oder Machbarkeit des Produkts und seiner Herstellungsprozesse zu testen, und 2) Ermöglichung der Kleinserienproduktion.
- Prototypenwerkzeuge: Mithilfe der Prototypenerstellung können wir das Aussehen, die Funktionalität und andere Aspekte des Produkts bewerten.[1] Es gibt verschiedene Industrieanlagen Rapid-Prototyping- Prozesse, wie 3D Druck, CNC-Bearbeitung und mehr. Diese Methoden sind schnell und kostengünstig, haben aber auch ihre Grenzen. Beispielsweise können die beim 3D-Druck verwendeten Materialien vom Design und der tatsächlichen Produktion abweichen. Die Herstellung gekrümmter Oberflächen kann mit der CNC-Bearbeitung eine Herausforderung darstellen, und das Design von Kunststoffteilen für den Spritzguss unterscheidet sich von Teilen, die für die CNC-Produktion konzipiert sind. Rapid Tooling, das im Wesentlichen ein ist Kleinserien-Spritzguss Prozess kann diese Herausforderungen meistern. Es ermöglicht das Testen der Auswirkungen verschiedener Materialien auf das Produkt. Da es sich um Spritzguss handelt, besteht außerdem keine Notwendigkeit, die Teilekonstruktion aufgrund der CNC-Bearbeitungseigenschaften zu ändern. Darüber hinaus können potenzielle Probleme während des Spritzgussprozesses getestet werden.
- Kleinserienfertigung: Für einige Produkte ist möglicherweise kein hohes Gesamtproduktionsvolumen erforderlich. Ein erheblicher Teil der hohen Kosten herkömmlicher Formen besteht darin, eine längere Lebensdauer der Formen sicherzustellen. Rapid Tooling ermöglicht die Produktion kleiner Stückzahlen geringere FormkostenUnd der Führungszeit des Formenbaus ist ein kürzere, schnellere Markteinführung. Ein anderes Szenario besteht darin, dass ein Produkt nach der Prototypenerstellung eine Kleinserienproduktion für Markttests benötigt, um die Marktakzeptanz zu bewerten oder potenzielle Fehler vor der Großserienproduktion zu identifizieren. Dies wird auch genannt Brückenproduktion. In solchen Fällen, wenn das Gesamtproduktionsvolumen ungewiss ist, ist der Einsatz von Rapid Tooling ein kosteneffektiverer Ansatz.

3D-Druck-Rapid-Prototyping
Schnelles Werkzeug
Rapid-Tooling-Prozess: Wie geht es günstiger und schneller?
Werfen wir zunächst einen Blick auf den Produktionswerkzeugprozess und vergleichen ihn dann mit dem Prozess[2] des Rapid Tooling. Dann finden wir das Geheimnis, warum es günstiger und schneller ist.
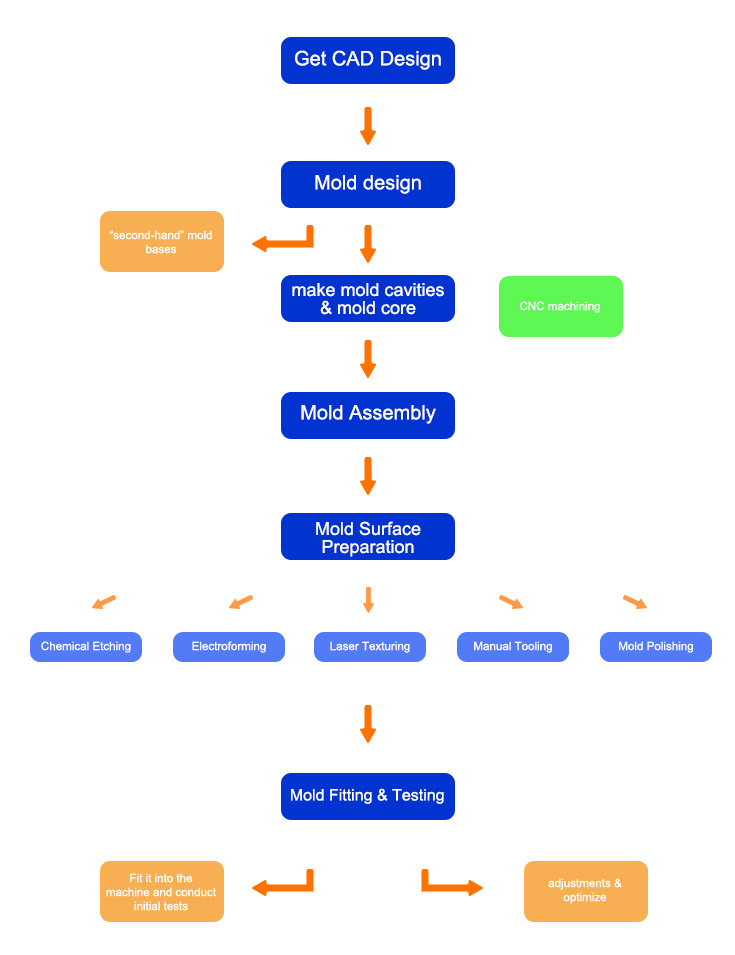
Der Produktionswerkzeugprozess
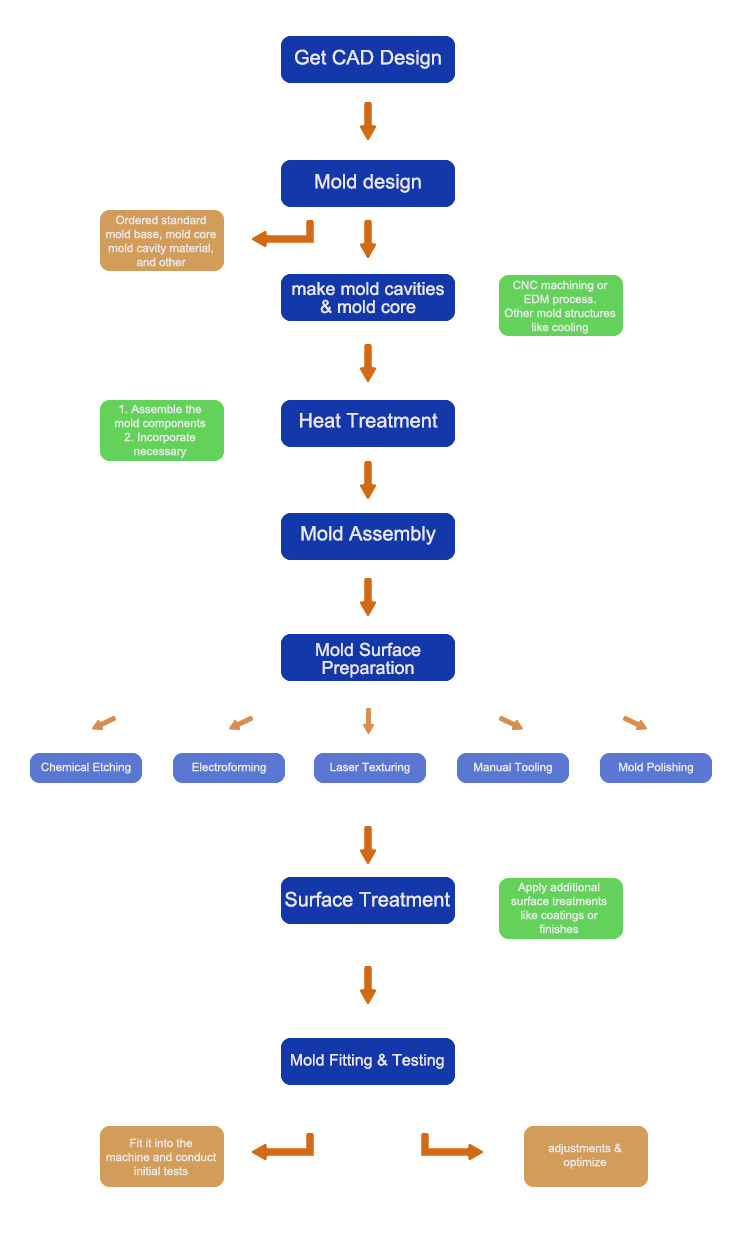
Formendesign
Sobald der Formenbauer den CAD-Entwurf des Produkts erhält, wird ein Formenentwurf erstellt. Je nach Formdesign werden dann eine Standard-Formbasis, Formkern-Formhohlraummaterial und anderes Zubehör (Auswurfstifte, Federn usw.) bestellt. Normalerweise dauert es etwa eine Woche, bis das gesamte Material fertig ist.
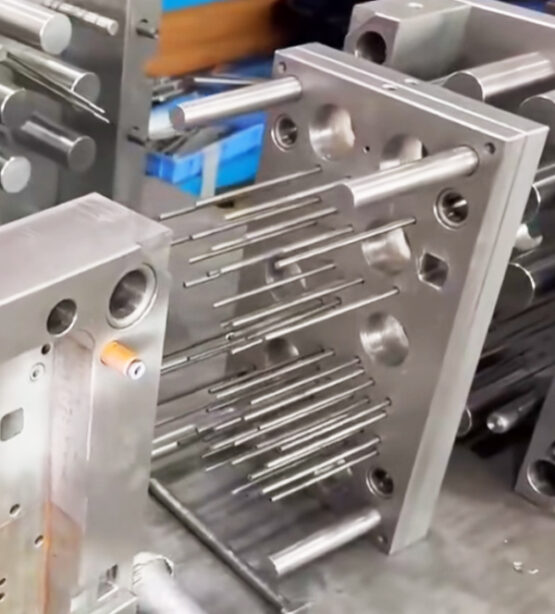
Formhohlraum und Formkern
Der nächste Schritt besteht darin, Formhohlräume und Formkern herzustellen. Abhängig vom tatsächlichen Produktdesign und der Härte des Formkernmaterials kommen entweder CNC-Bearbeitung oder EDM-Verfahren zum Einsatz. In diesem Schritt werden auch andere Formstrukturen wie Kühlkanäle hergestellt.
Wärmebehandlung
Wenden Sie eine Wärmebehandlung an, um die Härte und Festigkeit der Formkomponenten zu erhöhen und so deren Haltbarkeit und Verschleißfestigkeit zu verbessern.
Formenbau
A. Montieren Sie die Formkomponenten und stellen Sie sicher, dass sie präzise und sicher zusammenpassen. B. Integrieren Sie notwendige Komponenten wie Führungsstifte, Auswerferstifte und Schrauben für eine ordnungsgemäße Funktionalität.
Vorbereitung der Formoberfläche
Tragen Sie die gewählte Textur mit verschiedenen Techniken auf die Formoberfläche auf:
-
Chemisches Ätzen: Verwenden Sie Chemikalien, um die Textur auf die Formoberfläche zu ätzen. [3]Mit dieser Methode können feine Details und komplexe Muster erzielt werden.
-
Elektroformung: Tragen Sie eine Strukturschicht auf, indem Sie ein Metall galvanisch auf die Formoberfläche aufbringen und so das gewünschte Strukturmuster erzeugen. [4]
-
Lasertexturierung: Verwenden Sie Laser, um die gewünschte Textur direkt auf die Formoberfläche zu ätzen und so Präzision und Flexibilität bei der Texturgestaltung zu gewährleisten.
-
Manuelle Werkzeuge: Für kompliziertere Designs können Handwerker manuelle Werkzeuge verwenden, um die Textur in die Formoberfläche einzuritzen.
-
Formenpolieren: Nach dem Auftragen der Textur polieren Sie die Formoberfläche sorgfältig, um alle rauen Kanten oder Unvollkommenheiten zu entfernen und so eine glatte und gleichmäßige Textur zu gewährleisten.
Oberflächenbehandlung (optional)
Tragen Sie zusätzliche Oberflächenbehandlungen wie Beschichtungen oder Endbearbeitungen auf, um die Haltbarkeit und Langlebigkeit der strukturierten Form zu verbessern.
Formanpassung und -prüfung
a. Setzen Sie die Form in die Spritzgießmaschine ein und führen Sie erste Tests durch, um die korrekte Ausrichtung und Funktionalität sicherzustellen.
b. Nehmen Sie die erforderlichen Anpassungen vor, um die Leistung der Form zu optimieren, z. B. die Anpassung des Kühlsystems und die Sicherstellung eines ordnungsgemäßen Auswurfs der Formteile.
Produktionswerkzeugprozess
Der Rapid-Tooling-Prozess
Der Produktionsprozess des Rapid Tooling unterscheidet sich in mehreren wichtigen Punkten vom Produktionsprozess. Ein wesentlicher Unterschied betrifft die Verwendung von Formen:
1. Verwendung der Formbasis:
-
Beim Rapid Tooling werden üblicherweise vorhandene oder recycelte Formbasen, oft auch als „gebrauchte“ Formbasen bezeichnet, verwendet. Diese Formbasen wurden möglicherweise in früheren Formen verwendet und werden für das neue Werkzeug wiederverwendet.
-
Der Vorteil der Verwendung recycelter Formgrundstoffe liegt in ihrer Kosteneffizienz, da sie in der Regel günstiger sind als neu bestellte Formgrundstoffe.
-
Darüber hinaus kann die Verwendung recycelter Formbasen Zeit beim Werkzeugherstellungsprozess sparen, da bestimmte Strukturelemente auf der Formbasis möglicherweise bereits vorhanden sind und keine zusätzliche Bearbeitungszeit erfordern.
Dieser Ansatz, recycelte Formbasen zu verwenden, ist einer der Hauptunterschiede zwischen Rapid Tooling und dem traditionelleren Ansatz der Produktionswerkzeugherstellung.
2. Materialauswahl für Formkern und Formhohlraum:
-
Bei Produktionswerkzeugen werden die Materialien für den Formkern und den Formhohlraum in der Regel so ausgewählt, dass sie dem Verschleiß und der Korrosion standhalten, die mit der Massenproduktion einhergehen (normalerweise etwa 300,000 Einspritzzyklen). Für diese Formen werden häufig gehärtete oder relativ harte Formenstähle verwendet.
-
Andererseits passt Rapid Tooling seine Materialauswahl an die erforderliche Werkzeuglebensdauer an und entscheidet sich häufig für weichere Materialien wie ungehärteten Stahl oder Aluminium.
-
Die Verwendung weicherer Materialien beim Rapid Tooling bietet zwei Vorteile:
-
Erstens sind weichere Materialien im Vergleich zu gehärteten Formstählen kostengünstiger.
-
Zweitens lassen sich weiche Materialien leichter bearbeiten, was zu einer Zeitersparnis bei den nachfolgenden Bearbeitungs- und Umformschritten führt.
-
-
Dieser Unterschied in der Materialauswahl für Formkern und Hohlraum ist ein weiterer wesentlicher Unterschied zwischen Rapid Tooling und traditionellem Produktionswerkzeug.
Aluminium-Rapid-Tooling
Schnellwerkzeug aus ungehärtetem Stahl
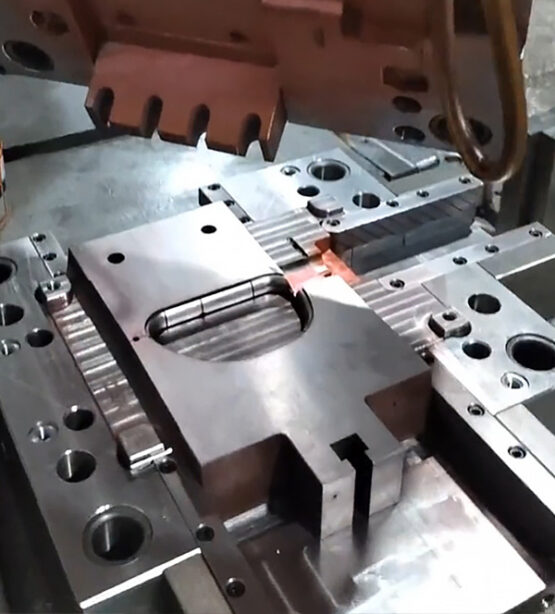
3. Verarbeitungstechniken für Formhohlraum und Formkern:
-
Bei Produktionswerkzeugen kann die Verwendung relativ harter Materialien für Formhohlräume und Formkerne die CNC-Bearbeitung manchmal zu einer Herausforderung machen. Daher wird oft die elektrische Entladungsbearbeitung (EDM) bevorzugt. Beim EDM werden elektrische Entladungen eingesetzt, um das Material zu formen. Dies ist besonders nützlich für komplizierte oder komplexe Funktionen.
-
Andererseits werden beim Rapid Tooling weichere Materialien verwendet, wodurch sie besser für die CNC-Bearbeitung geeignet sind. Erodieren ist in der Regel Funktionen wie scharfen Innenecken oder komplexen Oberflächen vorbehalten, die mit CNC nur schwer zu bearbeiten sind. Bei der EDM-Technik wird mithilfe von CNC eine Elektrode erstellt und diese Elektrode dann für den elektrischen Entladungsprozess verwendet, wobei der Hohlraum schrittweise in Schritten von nur 10 Mikrometern geformt wird. Dies macht EDM im Vergleich zur CNC-Bearbeitung zu einem zeitaufwändigeren Prozess.
-
Im Allgemeinen kann die Bearbeitung von Merkmalen, die mit CNC in wenigen Stunden bearbeitet werden können, bei Verwendung von EDM mehrere Tage in Anspruch nehmen.
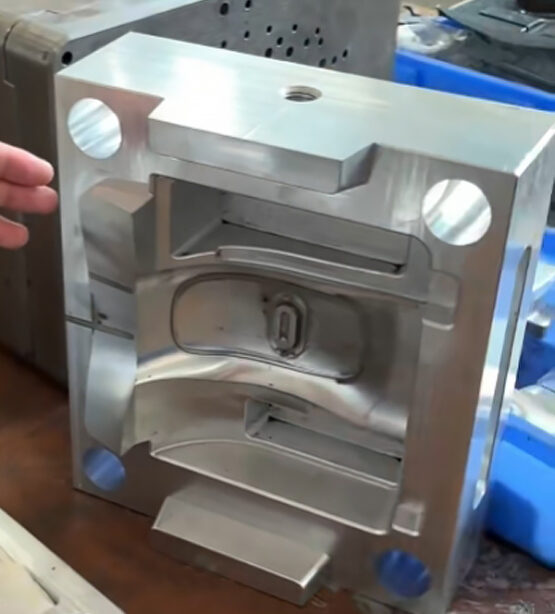
4. Formdesign:
-
Bei der Gestaltung der Form wird darauf geachtet, ob die Produktion in großem Maßstab oder in kleinem Maßstab erfolgen soll. Zur Optimierung von Kosten und Effizienz für jedes Szenario werden unterschiedliche Strukturen und Funktionen gewählt.
-
Beispielsweise werden bei der Gestaltung von Formen für die Massenproduktion häufig Funktionen wie Heber oder Schieber integriert, die für die Massenproduktion effizient sind. Diese Funktionen unterstützen Prozesse wie z Hinterschnittspritzguss.
-
Bei Formen, die für die Kleinserienfertigung gedacht sind, steht hingegen die Wirtschaftlichkeit im Vordergrund. Daher werden einfachere und kostengünstigere Lösungen wie manuelle Einfügungen gegenüber komplexen Mechanismen wie Schiebern oder Hebern bevorzugt. Diese manuellen Einfügungen können für kleinere Produktionsläufe wirtschaftlicher sein.
-
Die grundlegende Designphilosophie des Rapid Tooling besteht darin, eine Verlängerung der Spritzgießzykluszeit gegen eine Reduzierung der Zeit und Kosten für die Formenherstellung auszugleichen.
Aufgrund der dargelegten Unterschiede zwischen Rapid-Tooling- und Produktions-Tooling-Prozessen können die Kosten für Rapid-Tooling auf etwa die Hälfte der Kosten für Produktions-Tooling gesenkt werden, und der Produktionszyklus dauert typischerweise nur etwa ein Drittel der Zeit, die für Produktions-Tooling erforderlich ist.
schneller Werkzeugprozess
Unterschiede zwischen Rapid Tooling und Produktionswerkzeugen
| Schnelles Werkzeug | Konventionelle Werkzeuge | |
|---|---|---|
| Schnelligkeit |
7 ~ 15 Tag |
4 ~ 8 Wochen |
| Werkzeugkosten | geringe Gemeinkosten | erhebliche Gemeinkosten. |
| Ideales Produktionsvolumen | 1000 bis 30,000 Teile, je nach Prozess und Werkzeugmaterial | ~30 + Teile, variiert je nach Produktionsprozess |
| Anwendungen |
Produktvalidierungstests Brückenwerkzeuge Kleinauflagen, On-Demand- oder kundenspezifische Produktion |
Massenproduktion |
Rapid Tooling vs. Rapid Prototyping
Beim Rapid Prototyping erstellen wir schnell das eigentliche Produkt, um es zu testen und zu sehen, wie es aussieht und funktioniert. Es hilft uns, das Design zu verbessern und das Produkt besser zu verstehen.
Beim Rapid Tooling geht es um die schnelle Herstellung von Formen oder Werkzeugen, die für die Massenproduktion des Produkts benötigt werden. Diese Formen sind wie Schablonen, die das Produkt in großen Mengen formen. Dies ist eine schnelle und kostengünstige Möglichkeit, viele Produkte herzustellen, sobald das Design fertiggestellt ist.
Vereinfacht ausgedrückt geht es beim Rapid Prototyping um das eigentliche Produkt, und beim Rapid Tooling geht es um die schnelle Herstellung der Werkzeuge für die Herstellung vieler dieser Produkte.
Rapid Prototyping umfasst Prozesse wie 3D-Druck, Vakuumguss und CNC-Bearbeitung. Andererseits ähnelt Rapid Tooling dem Produktions-Tooling-Prozess, ist jedoch schneller und kostengünstiger.
Vor- und Nachteile des Rapid Tooling
Rapid Tooling als Methode zur schnellen Herstellung von Formen oder Werkzeugen, die für die Prototypen- oder Brückenproduktion benötigt werden, bietet mehrere Vorteile, weist jedoch einige zu berücksichtigende Nachteile auf[5].
Vorteile:
-
Geschwindigkeit und Effizienz: Rapid Tooling reduziert den Zeitaufwand für die Herstellung von Formen im Vergleich zu herkömmlichen Werkzeugmethoden erheblich. Dies führt zu einer schnelleren Produktentwicklung und einer schnelleren Markteinführung.
-
Kosteneffektivität: Trotz der anfänglichen Rüstkosten ist Rapid Tooling auf lange Sicht kostengünstig, insbesondere bei großen Produktionsmengen. Es minimiert die Gesamtproduktionskosten durch die Beschleunigung des Herstellungsprozesses.
-
Designflexibilität: Es ermöglicht Designänderungen und -verbesserungen auch nach Beginn des Werkzeugprozesses und erhöht so die Designflexibilität und Anpassungsfähigkeit an sich ändernde Anforderungen.
-
Materialauswahl: Rapid Tooling ermöglicht die Verwendung einer breiten Palette von Materialien, einschließlich Materialien in Produktionsqualität, und bietet eine genauere Darstellung der Eigenschaften des Endprodukts.
-
Anpassung und Prototyping: Rapid Tooling ermöglicht die kundenspezifische Anpassung und Prototypenerstellung von Formen für bestimmte Produkte, um unterschiedlichen Produktdesigns und -anforderungen gerecht zu werden.
Nachteile:
-
Begrenzte Werkzeuglebensdauer: Im Vergleich zu herkömmlichen Werkzeugen können mit Schnellwerkzeugen hergestellte Formen aufgrund der Verwendung weicherer Materialien eine kürzere Lebensdauer haben, was sich negativ auf die langfristige Produktion auswirkt.
-
Materialbeschränkungen: Die Auswahl an Formmaterialien beim Rapid Tooling ist im Vergleich zu herkömmlichen Werkzeugen begrenzt, was möglicherweise die Robustheit und Haltbarkeit des Werkzeugs beeinträchtigt.
-
Komplexität und Funktionen: Hochkomplexe Formenkonstruktionen und komplizierte Merkmale können beim schnellen Werkzeugbau eine Herausforderung darstellen und zusätzlichen Zeit- und Arbeitsaufwand erfordern.
-
Toleranz und Präzision: Das Erreichen extrem enger Toleranzen und hoher Präzision, die für bestimmte Branchen oft unerlässlich sind, kann mit Rapid Tooling im Vergleich zu herkömmlichen Werkzeugen eine größere Herausforderung darstellen.
-
Lautstärkebeschränkungen: Bei sehr hohen Produktionsmengen ist Rapid Tooling im Vergleich zu herkömmlichen Produktionstooling-Methoden möglicherweise nicht kosteneffektiv oder effizient.
Können Formkerne und Hohlräume mithilfe des Metall-3D-Drucks erstellt werden?
Der Metall-3D-Druck, auch als additive Fertigung bekannt, hat sich so weit entwickelt, dass es tatsächlich möglich ist, mit dieser innovativen Technologie Formkerne und Hohlräume herzustellen. Bei diesem Prozess werden dreidimensionale Metallteile Schicht für Schicht aufgebaut, was komplizierte und komplexe Geometrien ermöglicht, die mit herkömmlichen Fertigungsmethoden eine Herausforderung darstellen würden.
Vorteile des Metall-3D-Drucks für Formkerne und Hohlräume:
-
Komplexe Geometrien: Der 3D-Metalldruck ermöglicht die Herstellung von Formen mit komplizierten inneren Merkmalen und komplexen Geometrien, die für die Herstellung spezieller oder einzigartiger Produkte von entscheidender Bedeutung sein können.
-
Rapid Prototyping und Iteration: Der 3D-Druck ermöglicht die schnelle Prototypenerstellung von Formen und ermöglicht schnellere Designiterationen, Anpassungen und Verbesserungen auf der Grundlage von Tests und Bewertungen.
-
Maßgeschneidertes Design: Die Technologie ermöglicht die individuelle Anpassung und Anpassung von Formdesigns an spezifische Produktanforderungen und bietet ein hohes Maß an Designfreiheit und Anpassungsfähigkeit.
-
Reduzierter Materialabfall: Die additive Fertigung ist ein effizienter Prozess, der im Vergleich zu herkömmlichen subtraktiven Fertigungsmethoden den Materialabfall minimiert und so zu Kosteneffizienz und Nachhaltigkeit beiträgt.
Überlegungen und Einschränkungen:
-
Oberflächenfinish: Möglicherweise sind Nachbearbeitungsschritte wie maschinelles Bearbeiten oder Polieren erforderlich, um die gewünschte Oberflächengüte für Formhohlräume und -kerne zu erzielen, da die Oberflächenqualität beim 3D-Druck möglicherweise nicht immer den erforderlichen Spezifikationen entspricht.
-
Materialeigenschaften: Die Materialeigenschaften von 3D-gedruckten Metallen können von denen herkömmlich hergestellter Metalle abweichen. Es ist wichtig, diese Unterschiede und ihre Auswirkungen auf die Leistung von Formen zu verstehen.
-
Kosten: Der Metall-3D-Druck kann im Vergleich zu herkömmlichen Formenherstellungstechniken teurer sein, insbesondere bei größeren Formen oder wenn man die Material- und Ausrüstungskosten berücksichtigt.
-
Größenbeschränkungen: Die Größe der Formen, die mithilfe des 3D-Drucks hergestellt werden können, ist durch die verfügbare Druckausrüstung und -technologie begrenzt, was möglicherweise den Produktionsumfang einschränkt.
Abschließend haben wir untersucht, wie Rapid Tooling eine kostengünstige und schnelle Möglichkeit ist, Werkzeuge für die Fertigung herzustellen. Dies ist im heutigen schnelllebigen Markt von entscheidender Bedeutung.
English version
Rapid Tooling: Lower Cost, Faster Time. CapableMachining provide CNC machining services for rapid prototypes and production parts.
References:
- [1] Eine Fallstudie darüber, wie Schnittstellenskizzen, Szenarien und Computerprototypen Stakeholder-Meetings strukturieren. Haftungsausschluss zum Verlassen der Website von Johanson und Arvola
- [2] Mendible GA, Rulander JA, Johnston SP Vergleichende Studie von Schnell- und konventionellen Werkzeugen für den Kunststoffspritzguss. Schneller Prototyp. J. 2017;23:344–352. doi: 10.1108/RPJ-01-2016-0013.
- [3] Bagehorn, S., Mertens, T., Greitemeier, D., Carton, L., Schoberth, A., 2015, „Oberflächenveredelung von additiv gefertigtem TI-6A1–4V – ein Vergleich elektrochemischer und mechanischer Behandlungen“, 6 Europäische Konferenz für Luft- und Raumfahrtwissenschaften. Krakau, Polen, Papier Nr. 99.
- [4] KP Rajurkar et al. Neue Entwicklungen in der elektrochemischen Bearbeitung Annals of the CIRP (1999)
- [5] Leitfaden zum Rapid Tooling www.formlabs.com
Rapid
Tooling: geringere Kosten, schnellere Markteinführung by Luke Lao wird darunter genehmigt CC BY-NC 4.0![]()
![]()
![]()